Patogu, greita
ir patikima
HP Jet Fusion technologija: Medžiaga - PA12




PA12 pilnas pavadinimas Polyamide 12 (paprastai vadinamas Nailonas 12′), yra vienas iš plačiausiai naudojamų plastikų. Jis naudojamas visose pagrindinėse pramonės šakose ir įvairiose sudėtinguose gamybos programose.
PA12 yra mechaniškai stiprus, atsparus karščiui ir biologiniams veiksniams. Su HP Fusion Jet PA12 medžiaga spausdinimo procesas labai greitas, medžiaga labai didelės skiriamosios gebos ir didelio prisitaikymo, todėl naudojama ne tik funkciniams prototipams, bet ir trumpalaikių visiškai funkcionalių dalių gamybai.
Medžiagos: PA12 savybės
Medžiagos AP12 Apžvalga
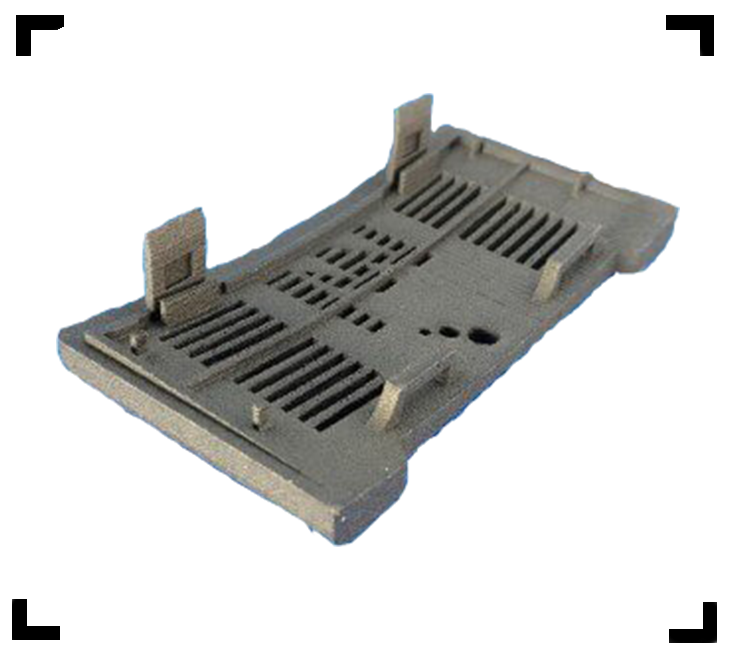
Funkcinės ir galutinio vartojimo dalys




HP Jet Fusion yra geriausias pasirinkimas, kai kalbama apie galutinio vartojimo plastikinių dalių gamybą. Palyginti su daugeliu kitų priedų gamybos technologijų, HP Jet Fusion PA12 yra stipresnis, tikslesnis, turi didesnę skiriamąją gebą ir siūlo žymiai greitesnį spausdinimo laiką.
Skirtingai nuo lazeriu sukepinto PA12, „Jet Fusion PA12” tankis yra beveik 100%, todėl mechaniniu veikimu jis yra panašus į įpurškiamą forminį plastiką. Pagrindiniai medžiagos privalumai:
- Skiriamoji geba: Su 1200 dpi (x-y) ir 80 mikronų sluoksnio aukščio HP Jet Fusion 3D spausdintas nailonas nustato priedų pagamintų funkcinių plastikinių dalių standartą.
- Mechaninis stiprumas: Dėl didelio tankio jo mechaninės savybės yra pranašesnės už daugumos kitų tipų 3D spausdintos dalies savybes(žr. toliau pateikiamas technines specifikacijas). Skirtingai nuo daugelio kitų 3D spausdinimo technologijų gaminamų 3D spausdinimo technologijų, „Jet Fusion” dalys yra beveik izotropinės: t. y. jų stiprumas yra panašus statmenai spausdinimo sluoksniams ir išilgai jų.
- Tikslumas: Su maždaug 0,3% (apatinė riba 0,3 mm) pašalpa, Jet Fusion PA12 dalys yra tikslesnės nei SLS arba FDM spausdintos funkcinės dalys.
- Dizaino laisvė: atlaikimų konstrukcijos nėra būtinos, todėl galima atspausdinti beveik visas geometrijas. Galima realizuoti net labai plonas struktūras, iki maždaug 0,6 mm.
- Throughput: Spausdinimo laikas yra iki 10 kartų greitesnis nei panašių technologijų, pavyzdžiui, lazerinio sukepinimo ar FDM 3D spausdinimo.
Dėl didelio „HP Jet Fusion” dalių našumo technologija naudojama tiek prototipų gamybai, tiek trumpalaikei gamybai.
Trumpalaikė gamyba Dėl galimų
didelių išėjimų ir apimčių „Jet Fusion” gali būti naudojama trumpalaikei PA12 dalių gamybai. Apie 300 – 1500 / vienai partijai „Jet Fusion” dažnai yra ekonomiškesnė nei įpurškimo liejimas (mažoms ir vidutinėms dalims).
Ekonominę kainodarą galima pasiekti su mažais partijų dydžiais – dažnai apie 50 – 150 vienetų. Kartu su trumpu vos kelių dienų gamybos laiku atsargų laikymas gali būti sumažintas iki minimumo. Be to, priedų gamyba yra visiškai lanksti; dalies geometrijų pakeitimai gali būti įgyvendinami be jokių gamybos proceso sutrikimų.
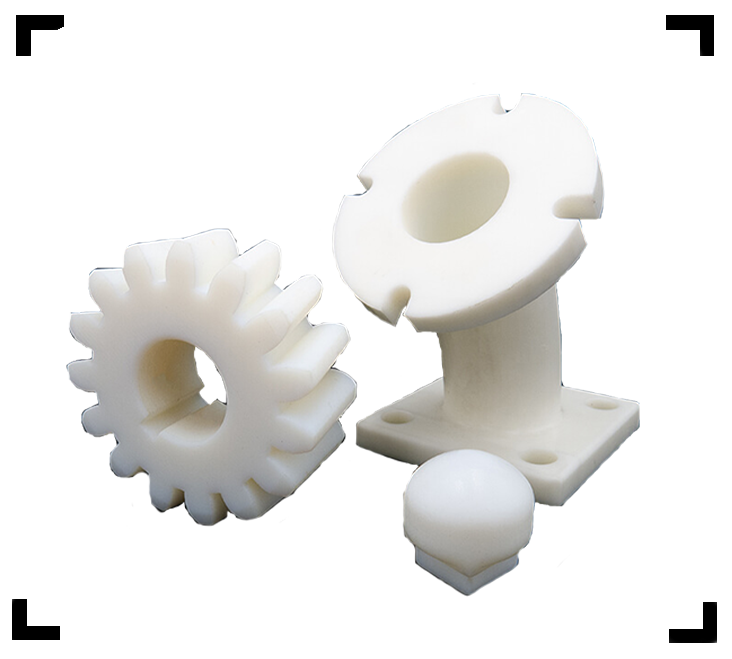
Greitas prototipų HP
Jet Fusion PA12 yra vienas iš geriausių pasirinkimų, kai kalbama apie visiškai funkcionalus prototipus. Dėl pasiektų medžiagų savybių pagamintos dalys yra panašios į įpurškiamas formuotas dalis ir todėl artėja prie galiausiai numatomų savybių geriau nei, pavyzdžiui, lazeriu sukepintos arba FDM spausdintos plastikinės dalys. Be to, didelis technologijos tikslumas leidžia sukurti dizainą, artimesnį galutinio vartojimo dalies dizainui, dažnai be papildomo leidimo.
„Jet Fusion PA12” kainodara pagrįsta medžiagos suvartojimu ir daliai reikalinga mašinų erdve. Medžiagų suvartojimas yra svarbiausias „Jet Fusion” kainodaros veiksnys.
Kainos paprastai svyruoja apie 0,40– 2,00 EUR (išskyrus 19% PVM arba ~0,50–2,40 EUR su 19% PVM) už cm³ medžiagos tūrį. Atkreipkite dėmesį: šios vertės gali labai skirtis priklausomai nuo dalies geometrijos ir užsakymo kiekių.
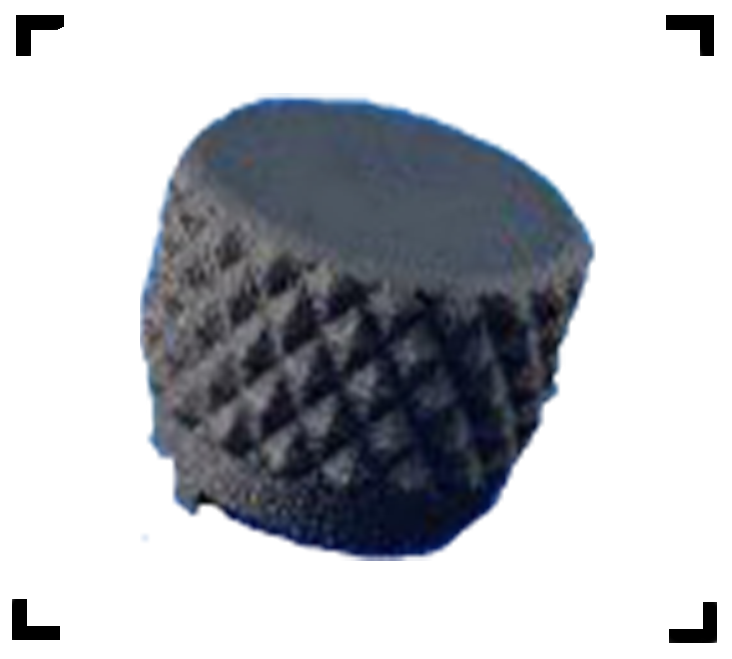
Išvaizda ir jaustis
- Paviršius yra šiek tiek šiurkštus.
- PA12 yra lengvas (tankis ~1,01 g/cm³).
- Žalias spaudiklis yra ne homogeniškas pilkas, kuris gali lengvai dažyti juodai.
- Kaip ir visose 3D spausdinimo technologijose, gali būti matomi spausdinimo sluoksniai (80 mikronų sluoksnio aukštis).
Charakteristikas
- Plonos konstrukcijos yra lanksčios; storos struktūros yra stiprios.
- Labai atspari medžiaga: chemiškai atspari, mechaniškai stipri ir atspari karščiui iki ~100°C.
- Viena patvariausių 3D spausdintų medžiagų.
Tempimo
stiprumas
48 MPa
Pailgėjimas pertraukos metu
15 – 20 %
Elastingumo modulis
1 700 – 1 800 MPa
Flexural
stiprumas
N/a
Vicat A
175 °C
Kranto
kietumas
N/a
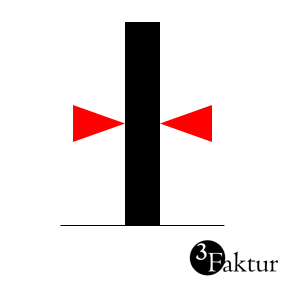
Mažiausias sienelės storis
Mažiausias sienelės storis turi būti ne mažesnis kaip 0,7 mm. Ilgoms konstrukcijoms ar konstrukcijoms, kurios turi ištverti mechaninį įtempį, sienelių storis turėtų būti padidintas.

Ertmės
Tuščiavidurės dalys gali būti spausdinamos, jei jose yra 10 mm ar daugiau skersmens evakuacijos skylių, leidžiančių pašalinti perteklinę medžiagą. Didesnėms ertmėms paliekamos dvi ar daugiau evakuavimo skylių.
Spausdinant medžiaga sutankta, todėl ją sunku pašalinti. Taigi, ploni vamzdžiai, neatskiriami nuo dalies, gali baigtis pertekline medžiaga, kurios negalima pašalinti
.
Tarpas
Jei jūsų faile yra keletas korpusų, įsitikinkite, kad tarp korpusų yra mažiausiai 0,5 mm tarpas, kitaip jie gali būti sulydyti.
Skiriamoji geba
Mažiausias detalių dydis turi būti ne mažesnis kaip 0,3 mm.
Blokuojamos dalys Galima
atspausdinti blokuojamas dalis; tarp objektų turi būti leidžiamas ne didesnis kaip 0,5 mm atstumas. Įsitikinkite, kad šią sritį galima pasiekti, kad būtų pašalinti pertekliniai milteliai.
Ribos laukas
Maksimalus dalies dydis negali viršyti 380 x 280 × 380 mm.
Standartinė apdaila
- Dalių valymas iš perteklinės medžiagos
- Karoliukų sprogdinimas
Pasirinktinė apdaila
- Rankinis poliravimas
- Dažymas (juodos arba tamsios spalvos)
Norėdami gauti daugiau informacijos apie 3D spausdinimo procesą, apsilankykite mūsų technologijų puslapyje HP Jet Fusion.
Plonas miltelių sluoksnis (80 mikronų) pasklinka ištraukiamoje konstravimo platformoje. Spausdinimo galvutė į pasirinktas vietas išstumia mažus lašus „lydymo agento”, karščiui laidaus skysčio. Tada milteliai yra veikiami šilumos lempa. Lydymosi medžiaga padengtos sritys sugeria šilumos lempos energiją ir pasiekia temperatūrą, kurioje milteliai lydosi. Pašalinus šilumos šaltinį, (dabar skysti) milteliai atvėsta ir sukietėja.
Antrasis agentas, detalioji medžiaga, išstumias kartu su lydymo agentu ir apima sritis, kurios nėra būtinos modeliui. Detaliklis yra izoliuojantis skystis. Jis užtikrina, kad milteliai aplink modelį nesugeria pakankamai energijos, kad ištirptų.
Procesas kartojasi tol, kol visi sluoksniai sukietėja. Po spausdinimo visa konstravimo kamera paliekama atvėsti kelias valandas. Pasiekus tikslinę temperatūrą, dalys pašalinamos ir valomos nuo perteklinių miltelių.
``Multi Jet Fusion`` technologijos detalių gamybos medžiagos