Funkcinės ir galutinio vartojimo dalys
HP Jet Fusion yra geriausias pasirinkimas, kai kalbama apie galutinio vartojimo plastikinių dalių gamybą. Palyginti su daugeliu kitų priedų gamybos technologijų, HP Jet Fusion PP yra stipresnis, tikslesnis, turi didesnę skiriamąją gebą ir siūlo žymiai greitesnį spausdinimo laiką.
Skirtingai nuo SLS PP, „Jet Fusion PP” tankis yra beveik 100%, todėl mechaniniu veikimu jis yra panašus į įpurškiamą forminį plastiką. Pagrindiniai medžiagos privalumai:
-
HP Jet Fusion yra vienas iš geriausių pasirinkimų, kai kalbama apie galutinio vartojimo plastikinių dalių gamybą. Palyginti su daugeliu kitų adityvios gamybos technologijų, HP Jet Fusion PA12 yra
stipresnis
tikslesnis
-
, turi didesnę skiriamąją
gebą
greitesnį spausdinimo laiką
-
Skirtingai nuo SLS PP, MJF PP
tankis yra beveik 100%, todėl
-
mechaninėmis sąvybėmis jis yra
panašus į liejimu rofmuotą plastiką
-
. Pagrindiniai medžiagos privalumai:
-
- Skiriamoji geba: Su 1200 dpi (X-Y ašimis) ir 80 mikronų sluoksnio aukščiu Z ašimi, HP Jet Fusion 3D spausdintas nailonas užduodą adytyvios gamybos komponentų standartą.
- Mechaninis stiprumas: Dėl didelio tankio jo mechaninės savybės yra pranašesnės už daugumos kitų tipų 3D spausdintų dalių sąvybes(žr. toliau pateikiamas technines specifikacijas). Skirtingai nuo daugelio kitų 3D spausdinimo technologijų, HP Jet Fusion dalys yra beveik izotropinės: t.y. gaminių stiprumas visomis ašimis yra vienodas.
- Tikslumas: Remiantis į gamintojo specifikacijas min ±0,3mm arba ±0,3% (priklausomai kas daugiau), HP Jet Fusion PP dalys yra tikslesnės, nei FDM spausdintos funkcinės dalys ir vienodai tikslios kaip SLS.
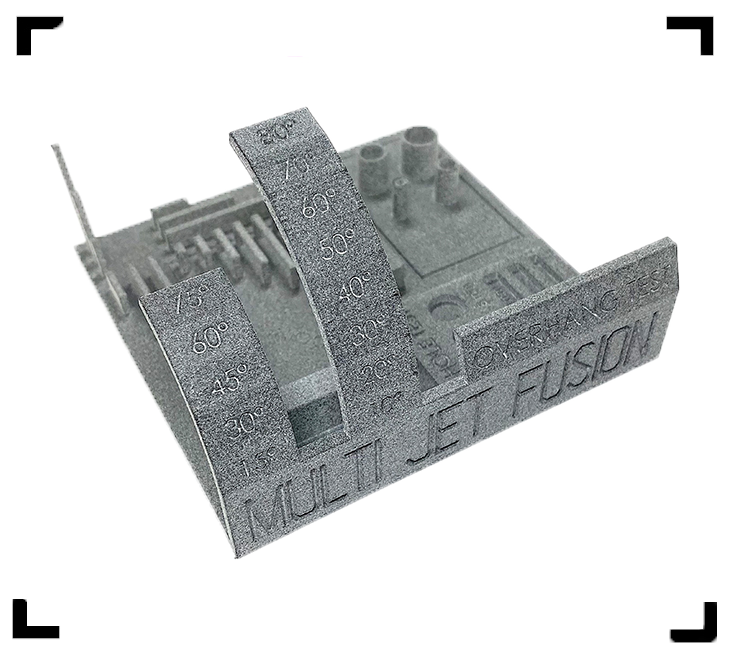
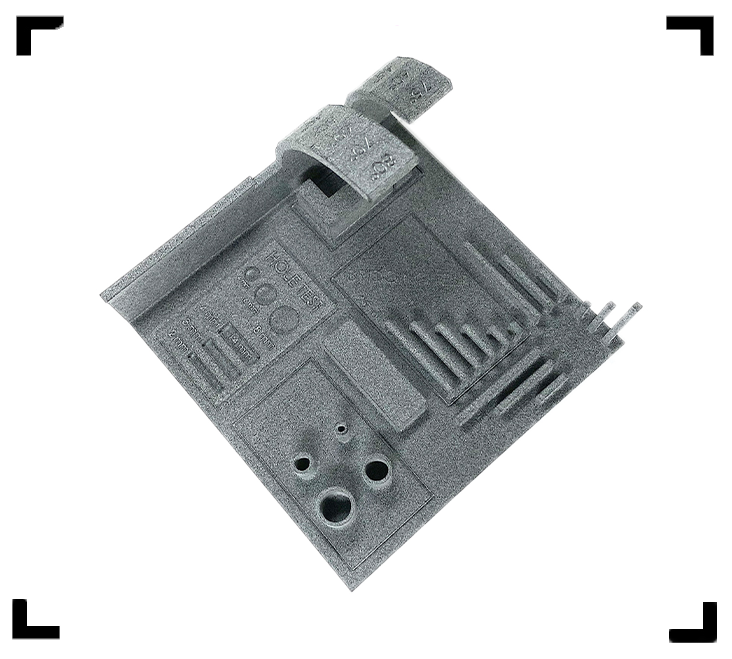
- Dizaino laisvė: Dėl „miltelių spausdinimo” principo, nėra reikalingos jokios palaikančios konstrukcijos, todėl galima atspausdinti beveik neribotas geometrijas. Galima pagaminti net ir labai plonas struktūras, iki 0,6 mm storio.
- Našumas: Spausdinimo laikas yra iki 10 kartų greitesnis, nei panašių technologijų, pavyzdžiui, lazerinio sukepinimo ar FDM 3D spausdinimo.
Dėl didelio HP Jet Fusion dalių našumo technologija naudojama tiek prototipų, tiek serijinei gamybai.
Serijinė gamyba
Dėl didelio našumo HP Jet Fusion gali būti naudojama serijinei PP dalių gamybai. Lyginant 300–1500 vienetų partijas, MJF dažnai yra ekonomiškesnė technologija lyginant su palstiko liejimu.
Ekonominę naudą galima pasiekti ir smulkioms partijoms – 50–150 vienetų. Esant paikimam, vos kelių dienų gamybos laikui, atsarginių dalių laikymas sandėlyje gali būti sumažintas iki minimumo. Be to, adityvioji gamyba yra itin lanksti: komponentų konstrukcijos geometriniai pakeitimai gali būti įgyvendinami greitai ir be jokių gamybos proceso sutrikimų.
Greita prototipų gamyba
HP MJF PP yra vienas iš geriausių pasirinkimų, kai kalbama apie pilnai funkcionalius prototipus. Dėl medžiagų savybių pagamintos dalys yra maksimaliai panašios į gaminius gamintus liejimo būdu. Be to, didelis technologijos tikslumas leidžia sukurti dizainą, artimesnį galutinio vartojimo dalies dizainui, dažnai be papildomų išlaidų.