Medžiaga: PEEK

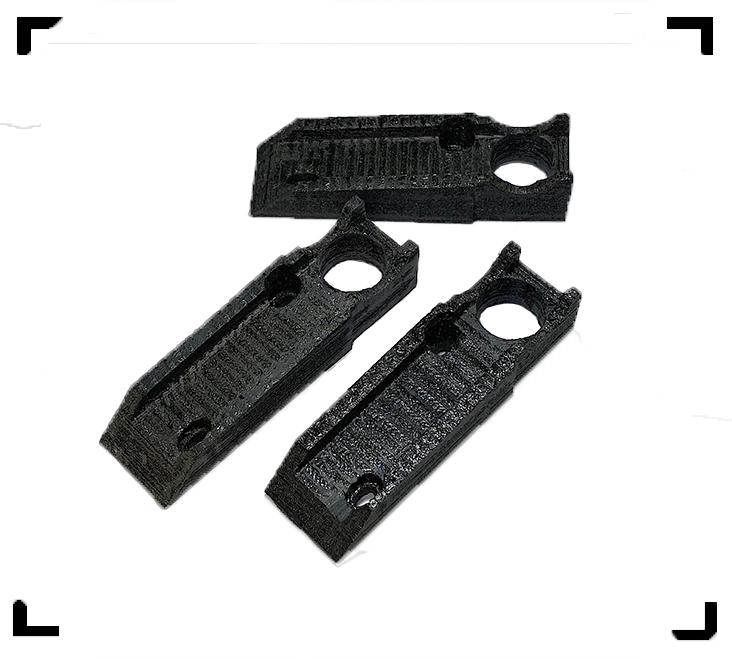
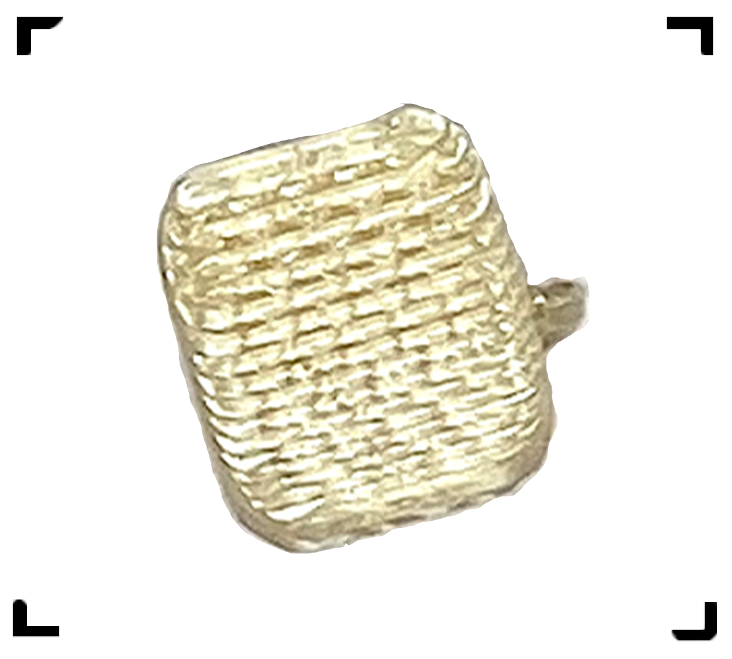



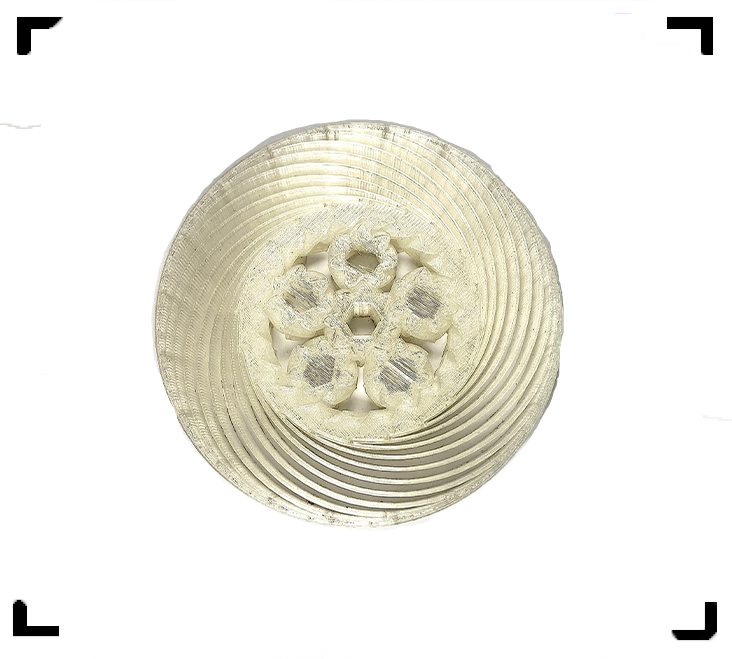

PEI/PEKK/PEEK: Šios medžiagos yra aukščiausios klasės inžinerinio lygio polimerai. Tik specializuoti pramoniniai spausdintuvai, tokie kaip „Stratasys“ ir „Cincinnati“, gali juos spausdinti. Jie pasižymi aukščiausiomis mechaninėmis ir šiluminėmis savybėmis iš kitų turimų FDM medžiagų. PEI taip pat yra vienas iš vienintelių polimerų, sertifikuotų naudoti aviacijos ir kosmoso pramonėje.
Medžiagos: PEEK savybės
Medžiagos PEEK apžvalga



Lydžiosios masės modeliavimo (FDM) technologijos detalių gamybos medžiagos
Naudingos nuorodos
Jums reikiamos detalės gamybos kainą galite pasiskaičiuoti čia!
Jei nežinote kokia technologija reikalinga Jūsų detalės gamybai, atsiųskite mums apibendrintą detalės naudojimo sąlygų aprašymą. Mes išanalizuosime pritaikymo sąlygas ir parinksime optimaliausią medžiagą, bei technologiją Jūsų detalės gamybai.