Medžiaga: HIGH TEMP
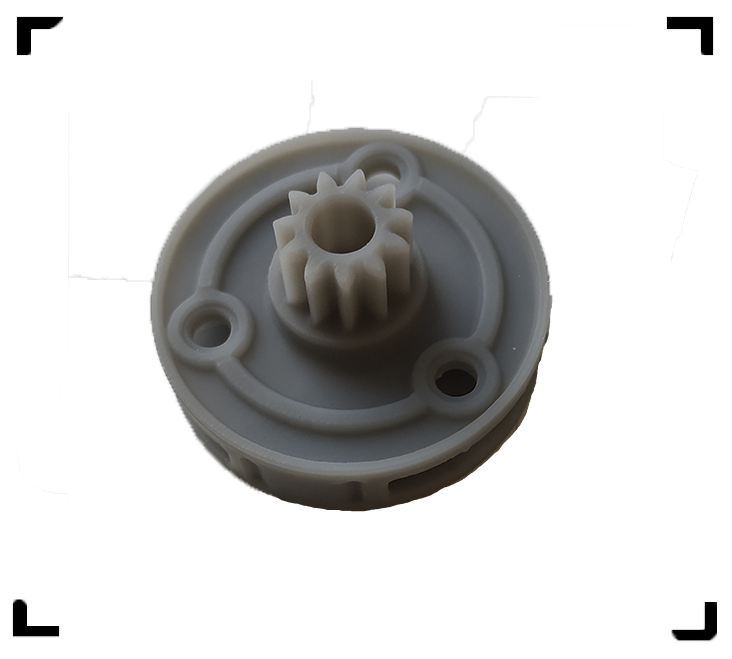


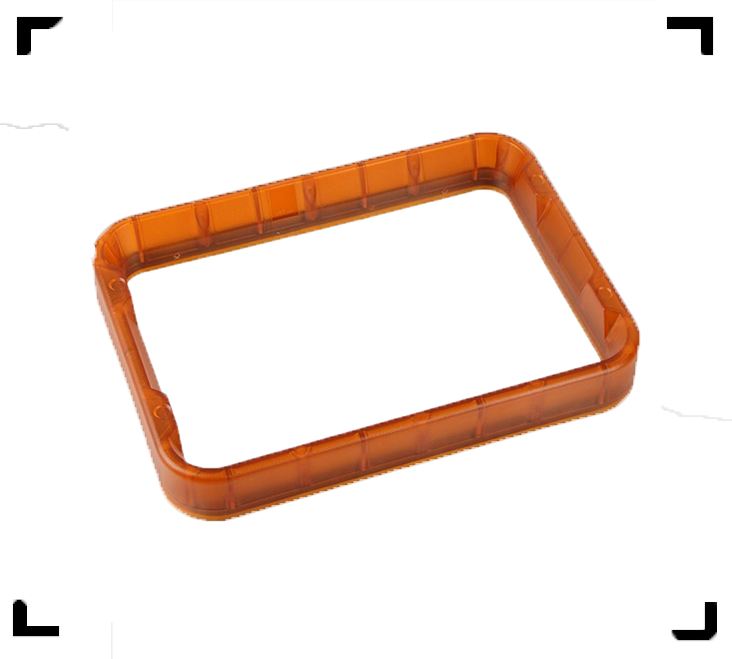



High temp, užtikrinanti aukštą šiluminį stabilumą. High temp dervos atsparumas šilumai prieš deformuojantis 238°C temperatūrai (HDT) esant 0,45 MPa apkrovai yra vienas geriausių parametrų tarp rinkoje esančių SLA dervų. Naudokite atspausdinti išsamius, tikslius prototipus, atsparius aukštai temperatūrai. High temp derva idealiai tinka karšto oro, dujų ir skysčių srauto sistemų komponentams. Puikiai tinka karščiui atsparių tvirtinimų, korpusų ir tvirtinimo detalių, liejimo formų ir įdėklų gamybai.
Medžiagos: HIGH TEMP savybės
Medžiagos HIGH TEMP apžvalga



Naudingos nuorodos
Jums reikiamos detalės gamybos kainą galite pasiskaičiuoti čia!
Jei nežinote kokia technologija reikalinga Jūsų detalės gamybai, atsiųskite mums apibendrintą detalės naudojimo sąlygų aprašymą. Mes išanalizuosime pritaikymo sąlygas ir parinksime optimaliausią medžiagą, bei technologiją Jūsų detalės gamybai.